冷弯型钢方、矩、异型管材采用直接成方式工艺成型后焊接或不焊接冷弯型材
直接成方式工艺生产方法是采用板料带料直接弯曲成型再精整形而成,其特点如下:
1、此种方法成型断面角部形状较好,相对内圆弧半径较小,且边部平直、外形较规整
2、机组设备负荷低,尤其在定径机组上负荷降低极为明显
3、采用这种工艺成型法消除了成型中的轴向力与侧向磨损,既减少了成型道次,包保证了产品精度,又减少了功率损耗与轧辊磨损
4、多架式采用组合式轧辊,使用一套轧辊即可生产数十种规格的形状相应尺寸,可大大减少轧辊备件储备,降低轧辊费用80%
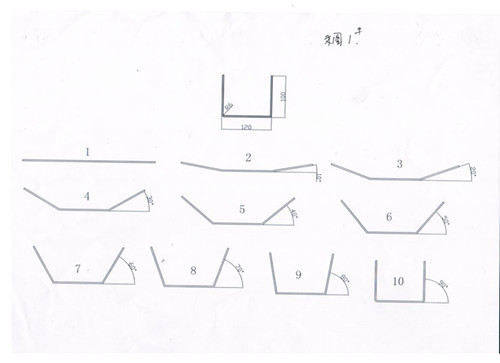
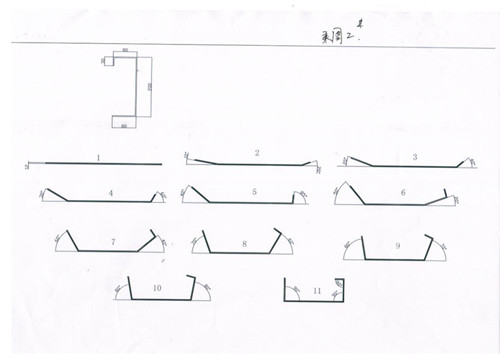
5,、变形方式如示图1(100*120*100mm)
利用组合式轧辊可生产带宽880mm以内产品十几个品种,组合合理或侧力辊架做一些小范围变化,在带宽范围内任意规格都能实现做出品质优良产品。范围:高度50mm-400mm范围内 宽:60mm-600mm范围内
6、示图2变形道次十一次,精变形四组,外形尺寸:30*80*200*80mm
此形状可上、下主动轴共用示图1形状轧辊,只是增加侧力辊架及侧立辊,用这种新型组合成型可生产范围从边30mm为基准,可生产30-300mm,80mm侧边可生产30-400mm,200mm高度可生产80-600mm范围内,调整合理及现场使用调试工程人员技术力量强,能达到更多范围内外的尺寸
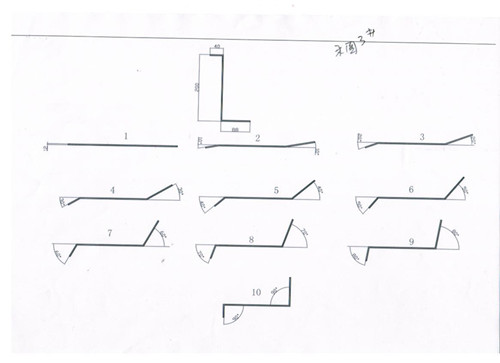
7、示图3变形道次十组变形,四组精整
这种变形与示图1相似,200mm面、80mm面与示图1一样,侧反40mm面部分改变,共用部分主动上辊下压变形,可生产20-80mm。
8、轧辊底径Ф350mm,底径增大或减小都影响规格范围,侧立辊外径Ф160-250mm,具体组合方式见成品轧辊工艺手册。
此模具系源晟键自主研发产品,产品解释权归本公司。



 首页
首页